2018��������ʦ�ټDZ��䣨������������
2K316000������������������
2K316012���ʷ�ˮ�㼰��������ʩ������
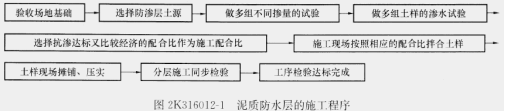
����1�����ʷ�ˮ��ʩ��ʩ������
һ������£����ʷ�ˮ��ʩ�������ͼ2K316012-1��
����2��������������Ҫ��
1.ʩ�������������ҵ��
ѡ��ʩ������ʱӦ���ʩ����λ�����ʣ�Ӫҵִ�ա�רҵ����ʩ������֤����������ˮƽ�Ƿ���ϱ����̵�Ҫ���±���̵�ҵ���������飻��ͬ��Լ����Ƿ����ã����ϸ��߲���ʩ����ͨ����ʩ���������ʵ����.��֤����Ӧ���ʡ���ҵ������ʩ���������ʩ����
2.��������������
Ӧ���ò����б귽��ѡ���̣�����������ҵ����ʣ������Ʒ������֤����Ʒ�ϸ�֤����Ʒ˵���顢��Ʒ���鱨�浥������ʱ���в�Ʒ�������飬��֯��Ʒ����������֤ȡ����ȷ���ϸ�ɽ�����������ע���Ʒ������ͨ���ϸ���ƣ�ȷ���ؼ�ԭ���Ϻϸ�
3.��������������ȷ��
Ӧ��ʩ���ֳ���ѡ��������ͨ���Զ�����������ĶԱȷ�������ѡ�������ϱȣ��ﵽ���ܱ�֤ʩ���������ֿɽ�Լ������۵�Ŀ�ġ�
4.��Ͼ��ȶȡ���ˮ������ѹѹʵ��
Ӧ�ڲ���������ȷ����������������ȷ����Ͼ��ȣ����費������2�飬��ˮ�����ƫ��˳���2%������·����ѹ������4~6�飬��ѹ��ʵ��
5.��������
Ӧ�ϸ��պ�ͬԼ���ļ���Ƶ�ʺ����������ͬ�����У�������Ŀ����ѹʵ���������ˮ�������
����3�������ϳɲ����������棨GCL��
��1�������ϳɲ����������棨GCL�������������ϳɲ���֮��з���������ĩ�������������Բ��ϣ���ͨ����̡��ӻ��϶��Ƴɵ�һ�ָ��ϲ��ϣ���Ҫ�����ܷ�ͷ�����
��2��GCLʩ��������ƽ���������Ͻ��У������賡��������Ҫ�����XĤ�͡�GCL֮��������Լ�GCL��ṹ��֮������Ӷ��ܼ�㣬���ҽӷ촦���ܷ���Ҳ���õ���֤��GCL��������ˮ�ĵ��漰����ʱʩ������ʩ�����Ҫ��ʱ�������ϲ�ṹ��HDPEĤ�Ȳ��ϡ������������ô����ʽ������Ҫ��ϣ���ӷ�Ӧ����������ˮ����ա���GCL��������֮���ɸ��������С������������������GCL��������
��3��GCL�����������սǴ���ˮ��Ӧ���ø��Ӳ㣬������500�L�����عս������250�L�������̴������ˮ�档���涥��Ӧ����ê�̹����̶������ˮ��Ķ˲�����������ˮ�ܴ�Խ��ˮ��IJ�λ��Ӧ����GCL��ˮ�渽�Ӳ㣬����Χ���������Ʒ�ա�ÿ���ڷ�ˮ��ʩ����Ҫ��졢���λ���м������գ�����ȱ����������
����4��GCLʩ������
GCLʩ����Ҫ����GCL��̯�̡���ӿ��ȿ��ơ���Ӵ�����GCL������������ʩ���������̲μ�ͼ2K316012-2��

����5����������Ҫ��
��1��������������ϸ���GCL������ҵ��ÿһ������ʩ��ǰ��Ҫ�Ի����������ͼ��顣
��2�����̿���GCL���е�����������ӿ��ȣ�������250±50�L��Χ�ڣ���ƽGCL��ȷ�������塢�������������������ʵ��
��3���ƿ���Ӵ��ϲ�GCL�棬�ڴ�Ӵ��������������ۣ����������ܷ⣬Ȼ���ƿ���GCL�̻ء�
��4�����������������������GCL�Ĵ��Ӧ��������˳�´�ӣ���������ѹ�µĴ�ӷ�ʽ��ע��������ʮ�ִ�ӣ�Ӧ��������Ʒ�ηֲ���
��5��GCL�뵱�����赱�ո��ǣ�������ѩ����Ӧֹͣʩ���������������GCL���Ǻá�
2K316013���ܶȾ���ϩĤ������ʩ������
����1��ʩ������
���ͼ2K316013-1��ʾ��
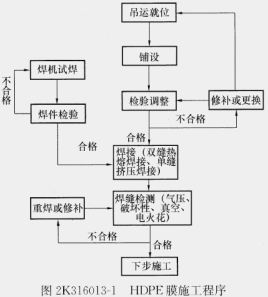
����2�����ӹ���
1.˫�����ۺ���
˫�����ۺ��Ӳ���˫�����ۺ������ӣ���ԭ��Ϊ����Ĥ�Ľӷ�λ��ʩ��һ���¶�ʹHDPEĤ�����ۻ�����һ����ѹ�������½����һ���γ���ԭ����������ȫһ�£���ȸ�����ѧ���ܸ��õ����ܺ��졣
2.���켷ѹ����
���켷ѹ���Ӳ��õ��켷ѹ�������ӣ���ԭ��Ϊ��������HDPEĤ��ͬ���ʵĺ�����ͨ�����켷ѹ������HDPE�������ڼ�����ͨ������ѹ���Ѻ������Ͼ��ȼ�ѹ���Ѿ���ȥ����������ĺ����ϡ���Ҫ���ڲ���Ĥ�����Ĥ֮������ӡ���������˫�����ۺ��������ӵIJ�λ��
����3�����ƻ��Լ�⼼��
HDPEĤ������ƻ��Լ����Ҫ��˫�����ۺ�����ѹ��ⷨ�͵��켷ѹ�������ռ����ⷨ��
��1����ѹ��⣺
HDPEĤ���ۺ��ӵ���ѹ��⣺������ۺ����γ�˫�캸�죬�����м�Ԥ����ǻ���ص㣬������ѹ����豸��⺸���ǿ�Ⱥ������ԡ�һ������ʩ����Ϻ�������ǻ���˷�£�����ѹ����豸�Ժ�����ǻ��ѹ��250kPa��ά��3~5min����ѹ��Ӧ����240kPa��Ȼ���ں������һ�˿���������ѹ��ָ���ܹ�Ѹ�ٹ�����Ϊ�ϸ�
��2����ռ�⣺
��ռ���Ǵ�ͳ���Ϸ���������HDPEĤ������Ϳ�Ϸ���ˮ�����������ܷ������֣�����ձó���գ������������ѹ�ﵽ25~35kPaʱ�������κ�й©��Ϊ�ϸ�ѹ�������γɵĵ��캸�죬Ӧ������ռ�ⷨ��⡣
��3�����⣺
HDPEĤ��ѹ����ĵ����Ч����ռ��.�����ڵ��θ��ӵĵضΡ��ڼ�ѹ������Ԥ������һ��φ0.3~φ0.5�L��ϸͭ�ߣ�����35kV�ĸ�ѹ�����Դ̽ͷ�ھ��뺸��10~30�L�ĸ߶�̽ɨ��������Ϊ�ϸ���˵�����ֻIJ�λ��©����
����4��HDPEĤ����ʱӦ��������Ҫ��
1������Ӧһ��չ����λ������չ�������϶���
2��ӦΪ���������������µijߴ�仯������������
3��Ӧ��Ĥ�±������ȡ�ʵ��ķ�ˮ����ˮ��ʩ��
4��Ӧ��ȡ��ʩ��ֹHDPEĤ�ܷ���Ӱ����ƻ���
5��HDPEĤ��������б�����д�ӿ��Ⱥͺ����������ƣ���������ȫ�̼ලĤ�ĺ��Ӻͼ��飻
6��ʩ����Ӧע�Ᵽ��HDPEĤ�����ƻ�����������ֱ����HDPEĤ����ѹ��
����5��HDPEĤ����ʩ��Ҫ��
��1��ʩ��ǰ���õ�Դ��·���ޡ���ͨ���ϸ�ʩ�����߾�λ���Ͷ������ž�����һ����������
��2������ǰ������������ϸ�ļ�飬�����κμ�Ӳ��Ӳ�顣
��3������б���ϲ����ֺ���ԭ��ȷ����Ĥ����������Ĥ�ڱ��µĶ����͵ײ��ӳ���С��1.5m����������Ҫ��
��4��Ϊ��֤���������治����ˮ�廵������HDPEĤ��������˳��һ��Ϊ“�ȱ��º�”��������ʱӦ���������϶��¹��̣���ȷ������ƽ���������̷�HDPEĤ���κ��豸���������̺õ������ϳɲ���������й�����
��5���������HDPEĤʱ��Ϊ����HDPEĤ���紵��ͱ������ܱ�ê�̹���������¶��HDPEĤ��ԵӦ��ʱ��ɳ��������������ѹ�ϡ�
��6��ʩ������Ҫ�㹻����ʱѹ������ê��ɳ��������֯����ģ��Է�ֹ�����HDPEĤ����紵�𣬱�����û��HDPEĤ��������Ʒ�����д�������£�HDPEĤ����ʱê�̣���װ����Ӧֹͣ���С�
��7�����ݺ���������������ÿ������HDPEĤ���������ڶ�����������ǰ������չ��HDPEĤ�������������ܺ������̶��١������Ͻ����衣
��8����ֹ������õ�HDPEĤ�����̣�����HDPEĤ�������ڽ�ֹʹ�û�����ͻ�ѧ�ܼ������Ƶ���Ʒ��
��9��������������ڵ�ÿƬĤ�ı����ƽ�沼��ͼ�ı���Ƿ�һ�£�ȷ��������涨��λ�ã�������ɳ��������ʱê�̣�Ȼ����ĤƬ�Ĵ�ӿ����Ƿ����Ҫ����Ҫ����ʱ��ʱ������Ϊ�µ��������ó������
��10��������HDPEĤ�ڽ��е���λ��ʱ������װ�õķ���Ĥ������HDPEĤ����������ʹ��ר�õ���Ĥǯ��
��11��HDPEĤ���跽ʽӦ��֤��������HDFEĤ���۵������塣HDPEĤ�Ĺ�������HDPEĤ������������Ϊ�˱���������壬��ͨ����HDPEĤ�����������ͨ���и������������������⡣
��12��Ӧ��ʱ��дHDPEĤ����ʩ����¼�������ֳ������ͼ���������ǩ�ֺ�浵��
����6��HDPEĤ�����Ժ���
��1��ÿ��������Ա�ͺ����豸ÿ���ڽ�����������֮ǰӦ���������Ժ��ӡ�
��2����ÿ���ÿ����֮ǰ����Ժ����豸������ࡢ���K�úͲ��ԣ��Ա�֤��������
��3���ڼ����ļල�½���HDPEĤ�����Ժ��ӣ���麸�ӻ����Ƿ�ﵽ����Ҫ��
��4���Ժ�����Ա���豸��HDPEĤ���Ϻͻ����䱸Ӧ������������ͬ��
��5�������豸����Աֻ�гɹ���������Ժ��Ӻ��ܽ����������ӡ�
��6�����ۺ����Ժ���Ʒ���Ϊ300�LX2000�L����ѹ�����Ժ���Ʒ���Ϊ300�LX1000�L��
��7�������Ժ�����ɺ���3��25.4�L�����Կ飬����˺��ǿ�ȺͿ���ǿ�ȡ�
��8�����κ�һ�Կ�û��ͨ��˺�ѺͿ�������ʱ�������Ժ���Ӧȫ��������
��9�����Ժ���Ʒ�ϱ�����Ʒ��š�������Ա��š������豸��š������¶ȡ������¶ȡ�Ԥ���¶ȡ����ڡ�ʱ��Ͳ��Խ��������дHDPEĤ�������Ӽ�¼�������ֳ������ͼ���������ǩ�ֺ�浵��
����7��HDPEĤ��������
��1��ͨ�������Ժ��Ӻɽ����������ӡ�
��2�����ӹ�����Ҫ�������ӷ�Χ��Ӱ�캸����������������ɾ���
��3�������У�Ҫ���ֺ���Ĵ�ӿ��ȣ�ȷ�����Խ����ƻ������顣
��4�����������ͼ�ñ�ĵط��⣬�¶ȴ���1��10�������к���Ľӷ졣
��5�����µײ�����Ӧ���½��ײ���������1.5m��
��6��������ԱҪʼ�ո��溸���豸���۲캸����Ļ�������緢���仯��Ҫ�Ժ��Ӳ�����������
��7��ÿһƬHDPEĤҪ������ĵ�����к��ӣ������ȡ�ʵ��ı�����ʩ�ɷ�ֹ��ˮ��������ĵر����ײ��Ӳ����죬�������⡣
��8��ֻ��ʹ�þ����Ĺ�����ߴ����豸���߲����Է���HDPEĤ�ı��档
��9�����к���������ͷ��β���к��Ӻ�����Ψһ���������ê�̹��Ľӷ�������¶���300�L�ĵط�ֹͣ���ӡ�
��10���ں��ӹ����У������Ӳ�λ���ȴﲻ��Ҫ������©���ĵط���Ӧ���ڵ�һʱ���üǺűʱ�ʾ���Ա���������
��11����Ҫ���ü�ѹ����ʱ����HDPEĤ���ӵĵط�Ҫ��ȥ������������Ӧ�ϸ�����ֻ�ں��ӵĵط����У�ĥƽ�����ں���ǰ������1h���С�
��12����ʱ���Ӳ���ʹ���ܼ���ճ�ϼ���
��13��ͨ��Ϊ�˱�����ֹ��𣬱�����ײ�HDPEĤ�ĺ���Ӧ���峿���������½ϵ�ʱ���С�
��14��Ϊ��ֹ��罫Ĥ����˺����HDPEĤ���ӹ��������������꣬����ȷ����������������£�Ӧ���Ѿ������Ĥð�꺸����ϣ��������߱������õ��켷ѹ������������ʩ��ʱӦ�����ܴ�����������������ߺ����ǿ�ȡ�
��15���ں�����Ա��üǺű�����ر������ı�š������豸��š�������Ա��š������¶ȡ������¶ȡ������ٶȣ�Ԥ���¶ȣ����ӷ쳤�ȡ����ڡ�ʱ�䣻����дHDPEĤ���ۣ���ѹ�����Ӽ���¼�������ֳ������ͼ���������ǩ�ֺ�鵵��
��16��ÿ����ɨ�����ص㣬���ߺ��ʵ������ڰ�װHDPEĤ�����в�������飬����֮�Ž��������ڡ�
2K316014���������뻷������Ҫ��
����1����������ѡַ�뻷�����������涨
��1����Ϊ��������ʹ�����ܳ�����10�����ϣ����Ӧ�����ضԴ���������ѡַ��ע����Ի���������Ӱ�졣
��2����������ѡַ��Ӧ���ǵ��ʽṹ������ˮ�ġ��˾ࡢ��������أ�λ��ѡ��úã�ֱ��������Ͷ�ʳɱ�����ỷ��Ч���ϡ�
��3����������ѡַӦ���ϵ��س��罨������滮Ҫ���ϵ��صĴ�����Ⱦ���Ρ�ˮ��Դ��������Ȼ�����Ȼ���Ҫ��
����2����������ѡַ�뻷��������Ҫ��
��1������������Զ������ˮԴ��������ռ������ûĵغ͵��ص��Ρ�һ��ѡ����Զ���������λ�ã���������볨��ʽ����Һ�������߽������ס��������ˮ���������������Ӧ���ڵ���500m��
��2��������������Ӧ���ڵ����ļ�����������·紦��Ӧλ�ڵ���ˮƶ����������������Ŀ������ĵ���ˮ�������ε�����
��3�������������䡢������ҵ����Ӫ���������ϸ�ִ����ع淶�涨��
����3���������������ý������е���
��1�����ҡ��ط���Ȼ�����������ֲ�ﱣ������
��2������ˮ���й�ˮˮԴ�ؼ���������ˮԴ��������
��3���������������Һ�������߽������ͺ���50m���ڵ�����
��4���鷺����й�����
��5����δ���ɵĵ����̿�����
��6���������������Һ�������߽�����û���3�N���ڵĵ�����
��7�������羰��������������ż���������ѧ����ʷѧ������ѧ�о���������
��8������Ҫ�ء��������غ��ұ��ܵ�����
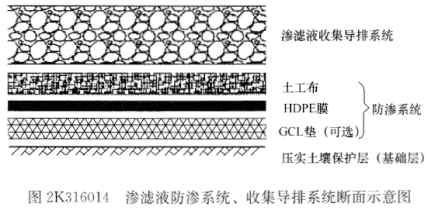
����4�����������������ṹ
���������������������̵Ľṹ��δ���������ҪΪ����Һ�ռ�����ϵͳ������ϵͳ�ͻ����㡣ϵͳ�ṹ��ʽ��ͼ2K316014��ʾ��
��ࣺliuyue
����Ķ�
- ��������ʦ���������ص㣺֧���Ļ�������
- 2018��������ʦ���������̡�����
- ��������ʦ�������̱ؿ����㣺�����··��
- 2018���������ʵ���½ڽ��壺���õ���ǽ��
- 2018���������ʵ���½ڽ��壺ˮ�������·
- 2018�����������ʵ���½ڽ��壺����·��
- 2018�����������ʵ���½ڽ��壺�����·
- 2018�����������ʵ���ص���䣺�°·���
- 2018�����������ʵ���½ڽ��壺ʩ����ȫ
- 2018�����������ʵ��һ�θ㶮С���ܿ�
�ټDZ���γ�

ͨ���ؼ��������أ�ն�彫��
������������
��Ⱥ
���źţ�13545285293�������������Ⱥ��

